ડાઇનું ક્લિયરન્સ સ્ટેમ્પ કરવામાં આવતી સામગ્રીના પ્રકાર અને જાડાઈ સાથે સંબંધિત છે.ગેરવાજબી અંતર નીચેની સમસ્યાઓનું કારણ બની શકે છે:
(1) જો ગેપ ખૂબ મોટો હોય, તો સ્ટેમ્પિંગ વર્કપીસનો બર પ્રમાણમાં મોટો હોય છે અને સ્ટેમ્પિંગ ગુણવત્તા નબળી હોય છે.જો ગેપ નાનો હોય, જો કે પંચિંગની ગુણવત્તા વધુ સારી હોય છે, પરંતુ ડાઇનો વસ્ત્રો વધુ ગંભીર હોય છે, જે ડાઇની સર્વિસ લાઇફને મોટા પ્રમાણમાં ઘટાડે છે અને પંચને તોડવાનું કારણ બને છે.
(2) ગેપ ખૂબ મોટો અથવા ખૂબ નાનો છે, પંચ સામગ્રી પર સંલગ્નતા ઉત્પન્ન કરવામાં સરળ છે, જેના પરિણામે સામગ્રી સાથે સ્ટેમ્પિંગ થાય છે.પંચના તળિયે અને શીટ મેટલ અને વેસ્ટ રીબાઉન્ડ વચ્ચે વેક્યૂમ બનાવવા માટે ખૂબ નાની મંજૂરી સરળ છે.
(3) વાજબી ક્લિયરન્સ મોલ્ડના જીવનને લંબાવી શકે છે, ડિસ્ચાર્જ અસર સારી છે, બર અને ફ્લેંગિંગ ઘટાડે છે, પ્લેટ સાફ રાખે છે, છિદ્ર સુસંગત છે પ્લેટને ખંજવાળ નહીં કરે, ગ્રાઇન્ડીંગની સંખ્યા ઘટાડે છે, પ્લેટને સીધી રાખે છે, ચોક્કસ પંચિંગ પોઝિશનિંગ .
CNC પંચ ડાઇ, CNC પંચ ટૂલ, CNC ડાઇ
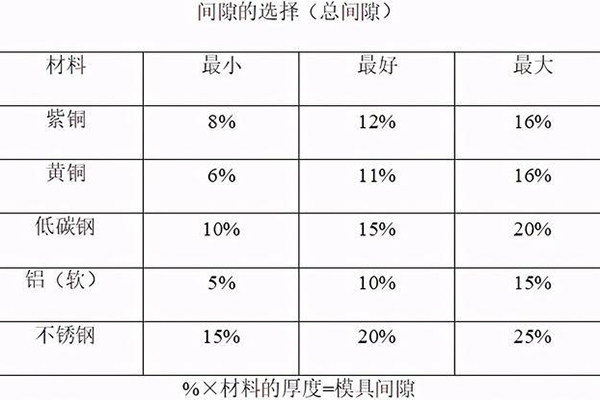
મોલ્ડ ક્લિયરન્સ પસંદ કરવા માટે કૃપા કરીને ચાર્ટનો સંદર્ભ લો (કોષ્ટકમાંનો ડેટા ટકાવારી છે)
(1) જો ગેપ ખૂબ મોટો હોય, તો સ્ટેમ્પિંગ વર્કપીસનો બર પ્રમાણમાં મોટો હોય છે અને સ્ટેમ્પિંગ ગુણવત્તા નબળી હોય છે.જો ગેપ નાનો હોય, જો કે પંચિંગની ગુણવત્તા વધુ સારી હોય છે, પરંતુ ડાઇનો વસ્ત્રો વધુ ગંભીર હોય છે, જે ડાઇની સર્વિસ લાઇફને મોટા પ્રમાણમાં ઘટાડે છે અને પંચને તોડવાનું કારણ બને છે.
(2) ગેપ ખૂબ મોટો અથવા ખૂબ નાનો છે, પંચ સામગ્રી પર સંલગ્નતા ઉત્પન્ન કરવામાં સરળ છે, જેના પરિણામે સામગ્રી સાથે સ્ટેમ્પિંગ થાય છે.પંચના તળિયે અને શીટ મેટલ અને વેસ્ટ રીબાઉન્ડ વચ્ચે વેક્યૂમ બનાવવા માટે ખૂબ નાની મંજૂરી સરળ છે.
(3) વાજબી ક્લિયરન્સ મોલ્ડના જીવનને લંબાવી શકે છે, ડિસ્ચાર્જ અસર સારી છે, બર અને ફ્લેંગિંગ ઘટાડે છે, પ્લેટ સાફ રાખે છે, છિદ્ર સુસંગત છે પ્લેટને ખંજવાળ નહીં કરે, ગ્રાઇન્ડીંગની સંખ્યા ઘટાડે છે, પ્લેટને સીધી રાખે છે, ચોક્કસ પંચિંગ પોઝિશનિંગ .
CNC પંચ ડાઇ, CNC પંચ ટૂલ, CNC ડાઇ
મોલ્ડ ક્લિયરન્સ પસંદ કરવા માટે કૃપા કરીને ચાર્ટનો સંદર્ભ લો (કોષ્ટકમાંનો ડેટા ટકાવારી છે)
ઉદ્યોગ માહિતી:
1. ચોકસાઇ NC લેથના દોષનો નિર્ણય કેવી રીતે કરવો
ઓટોમેટિક CNC લેથ ઉદ્યોગ હવે એક ગંભીર સમસ્યાનો સામનો કરી રહ્યો છે, શું ઉચ્ચ સ્તરીય CNC મશીન ટૂલની આયાતનું પ્રભુત્વ છે.CNC મશીન ટૂલની આયાતના સંબંધિત ડેટા પરથી, નવેમ્બર 2012 થી, ચીનની CNC મશીન ટૂલની આયાત એકંદરે નીચેનું વલણ દર્શાવે છે, પરંતુ આયાતની કિંમત વધી રહી છે, જે બતાવી શકે છે કે ઉચ્ચ સ્તરીય CNC મશીન ટૂલની આયાત સતત વધી રહી છે.મશીન પોતે કહો નહીં, CNC મશીન ટૂલ એ મશીન ટૂલ ઓટોમેશન અને ઇન્ટેલિજન્સનું મુખ્ય ઉત્પાદન છે, તેની CNC સિસ્ટમનું સ્તર ઓટોમેટિક CNC લેથનું સ્તર નક્કી કરવા માટે એક મહત્વપૂર્ણ સૂચક છે.જોકે, 90% સ્થાનિક CNC સિસ્ટમ્સ આયાત કરવી પડે છે.
2. CNC લેથ કેવી રીતે કામ કરે છે
સીએનસી લેથને બે પ્રકારના છરી ટેબલ સાથે ગોઠવી શકાય છે: (1) સીએનસી લેથ ઉત્પાદકના પોતાના વિકાસ અને ડિઝાઇન દ્વારા પ્રકાર છરી ટેબલ, કોલેટની એપ્લિકેશન પણ પ્રકાર છે.આ પ્રકારના છરીના ટેબલનો ફાયદો ઉત્પાદન અને ઉત્પાદનની ઓછી કિંમત છે, પરંતુ વ્યવહારિકતાનો અભાવ (2) સાર્વત્રિક સ્પષ્ટીકરણ (જેમ કે VDI, ફ્રેન્ચ ઇન્સ્ટિટ્યૂટ ઑફ ટેકનિકલ એન્જિનિયર્સ) પર આધારિત સાર્વત્રિક છરી ટેબલ અને છરીના ટેબલનું ઉત્પાદન. , CNC લેથ ઉત્પાદકો CNC લેથ જોગવાઈઓની ભૂમિકા અનુસાર પસંદ કરી શકે છે અને સજ્જ કરી શકે છે.1. કટીંગ રોટરી ટેબલ પર કટિંગ રોટરી ટેબલ ઇન્સ્ટોલ કર્યા પછી CNC લેથની ઉત્પાદન ક્ષમતા મોટા પ્રમાણમાં વધારી શકાય છે.ઉદાહરણ તરીકે, રેડિયલ ડ્રિલિંગ અને અક્ષીય ગ્રુવ કાપવા માટે રોટરી કટીંગ ટેબલનો ઉપયોગ.2. CNC લેથ અથવા મિલિંગ પ્રોડક્શન મશીનિંગ સેન્ટર મિલિંગ પાર્ટ્સમાં CNC લેથ CNC બ્લેડ, CNC લેથ સ્ટ્રક્ચર પર આધારિત હોવી જોઈએ અને CNC બ્લેડની કુલ સંખ્યા પર ઇન્સ્ટોલ કરી શકાય છે, ટૂલ ટેબલના ભાગો પર NC બ્લેડ ફાળવવા માટે અસરકારક અને વૈજ્ઞાનિક સંશોધન. , અને સ્થિર અને કાર્યમાં CNC બ્લેડને રોકવા માટે ધ્યાન આપો, NC બ્લેડ અને NC લેથ, NC બ્લેડ અને વર્કપીસ અને તેના NC બ્લેડ વચ્ચેની દખલગીરી.
કાર્યને આશરે નીચેની પ્રક્રિયાઓમાં વિભાજિત કરી શકાય છે: 1. ભાગ રેખાંકનોમાં ઉલ્લેખિત તકનીકી સામગ્રીના ઉત્પાદન અને પ્રક્રિયા અનુસાર સંખ્યાત્મક ગણતરી પદ્ધતિઓ અને પ્રક્રિયા તકનીકો હાથ ધરવા.વિતરણ અને પ્રોગ્રામ ફ્લો ડિઝાઇન.2. સંખ્યાત્મક નિયંત્રણ મશીન ટૂલ પ્રોગ્રામ ફ્લો ફાઇલ ફોર્મેટની સંખ્યાત્મક નિયંત્રણ લેથ જરૂરિયાતો અનુસાર પ્રવાહ, અને ઇનપુટ (મેન્યુઅલ ઉત્પાદન, ઇલેક્ટ્રોનિક કમ્પ્યુટર ટ્રાન્સમિશન, વગેરે) અનુસાર મોબાઇલ સ્ટોરેજ સાધનો પર કોડિંગની રીતમાં વિગતવાર રેકોર્ડ .) પદ્ધતિ, ઉત્પાદન અને પ્રોસેસિંગ પ્રોગ્રામની સામગ્રી સંખ્યાત્મક નિયંત્રણ મશીન ટૂલ સાધનોમાં વહે છે.3. એનસી મશીન ટૂલ પ્રોગ્રામ ફ્લો (NC કોડ), NC મશીન ટૂલ દ્વારા સ્વીકારવામાં આવે છે, NC કોડને CAM સોફ્ટવેરમાં સોફ્ટવેર પ્રોગ્રામર દ્વારા રૂપાંતરિત કરવામાં આવે છે અથવા મેન્યુઅલી બનાવવામાં આવે છે, તે એક ટેક્સ્ટ ડેટા માહિતી છે, અભિવ્યક્તિ વધુ દ્રશ્ય, સરળ છે. સોફ્ટવેર પ્રોગ્રામર દ્વારા તરત જ સમજી શકાય છે, પરંતુ હાર્ડવેર રૂપરેખાંકન માટે તરત જ અરજી કરી શકાતી નથી.NC મશીન ટૂલ NC સાધનો કોડિંગ સાધનો માટે "ચાઇનીઝ અનુવાદ" કોડેડ, સાધન કોડિંગ એ 0 s અને 1 s દ્વિસંગી ફાઈલોનું બનેલું છે, પછી X અને Z દિશા ફિટનેસ ડેટા સિગ્નલ પલ્સ કરંટ, અને અન્ય સહાયક ડેટા સિગ્નલોની હેરફેર કરવા માટે રૂપાંતરિત થાય છે. NC મશીન ટૂલ સાધનોના આઉટપુટ પોર્ટ માટે વિભેદક સંકેતના સ્વરૂપમાં ઉકેલો, પ્રેક્ટિસ હાથ ધરવા માટે સર્વો કંટ્રોલ સિસ્ટમ.
3. વરસાદની મોસમમાં, ઓટોમેટિક CNC લેથની જાળવણી કેવી રીતે કરવી જોઈએ
વરસાદની મોસમમાં, યાંત્રિક ઉપકરણોની જાળવણી અને જાળવણી ખૂબ જ મહત્વપૂર્ણ છે, કારણ કે આવા હવામાનમાં, ઉપકરણો નિષ્ફળ થવાની સંભાવના વધુ હોય છે, અને દક્ષિણ ચીનના ઘણા વિસ્તારોમાં ભારે વરસાદ પડે છે, અને કેટલાક વિસ્તારોમાં પૂર પણ આવે છે.અહીં, અમે વરસાદની ઋતુમાં ઓટોમેટિક CNC લેથની જાળવણી કેવી રીતે કરવી?
સ્વચાલિત CNC લેથ એ એક ચોકસાઇ ઉત્પાદન સાધન છે, તે પર્યાવરણ માટે નીચેની ત્રણ મુખ્ય આવશ્યકતાઓ ધરાવે છે:
(1) સ્વચાલિત CNC લેથની સ્થિતિને સ્પંદન સ્ત્રોતના સિદ્ધાંત પર મૂકો, અને સીધો સૂર્યપ્રકાશ ન હોઈ શકે, હવાને સૂકવવા માટે પણ જરૂરી છે;
(2) વીજ પુરવઠો, પાવર સપ્લાય વોલ્ટેજ માટે જરૂરીયાતો સ્થિર હોવી જોઈએ;
(3) તાપમાન અને ભેજની આવશ્યકતાઓ, તાપમાન 30℃ કરતા ઓછું ન હોવું જોઈએ, ભેજ 80% કરતા ઓછો ન હોવો જોઈએ.શા માટે આપણને આવી શરતોની જરૂર છે?ઝિઓબિયનને તમારા માટે મૂંઝવણ દૂર કરવા દો: પ્રથમ કંપન વર્કપીસની ગુણવત્તાને સીધી અસર કરશે, સ્વયંસંચાલિત CNC લેથના ચોકસાઈ નિયંત્રણ માટે સૂર્યપ્રકાશના લાંબા સમય સુધી અસર થાય છે;બીજું, પાવર સપ્લાયની વોલ્ટેજ સ્થિરતા એ સ્વચાલિત સીએનસી લેથના સામાન્ય કાર્યને સુનિશ્ચિત કરવા માટે એક મહત્વપૂર્ણ પરિબળ છે, કારણ કે ઓટોમેટિક સીએનસી લેથના ઘટકો પણ ચોકસાઇ ભાગો છે, વોલ્ટેજ અસ્થિરતા ચોકસાઇ ભાગોને નુકસાન પહોંચાડવા માટે સરળ છે, સ્વચાલિત CNC લેથના પરિણામે યોગ્ય રીતે કામ કરી શકતું નથી;આ પછી, તાપમાન અને ભેજ એ સ્વચાલિત CNC લેથ ઘટકોની સામાન્ય કામગીરીને સુનિશ્ચિત કરવા માટે એક મહત્વપૂર્ણ પરિબળ છે, ખૂબ ઊંચા તાપમાન અને ભેજ સિસ્ટમના ઘટકોનું જીવન ઘટાડશે, નિષ્ફળતામાં વધારો કરશે, અને સર્કિટ બોર્ડ પર ધૂળનું બંધન પણ બનાવશે, પરિણામે શોર્ટ સર્કિટ.
ઇલેક્ટ્રિસિટી કોડનું ચુસ્તપણે પાલન કરો
1. ઓટોમેટિક CNC લેથ ગ્રાઉન્ડ સુધી પહોંચવા માટે સખત રીતે જરૂરી હોવું જોઈએ, અને થ્રી-કોર પાવર પ્લગનો ઉપયોગ, ઈલેક્ટ્રોસ્ટેટિક હસ્તક્ષેપ ઘટાડે છે, મશીનની સ્થિરતા અને ઓપરેટરની સુરક્ષામાં સુધારો કરે છે.ઉનાળામાં, અતિશય વીજ વપરાશ અને વરસાદની ઋતુને કારણે, ઘણી વખત પાવર સપ્લાય લાઇન વોલ્ટેજની અસ્થિરતા, વગેરે, નિષ્ફળતામાં પરિણમે છે, અને ડ્રાઇવર અને અન્ય ઘટકો પણ બળી જાય છે.અનુરૂપ મોડેલના વોલ્ટેજ રેગ્યુલેટર ખરીદવાની ભલામણ કરવામાં આવે છે.
2. સીએનસી લેથનો સીએનસી ઓટોમેટિક ઉપયોગ સુધારવો, સીએનસી ન્યુમેરિકલ કંટ્રોલ લેથ જો રનિંગ રેટ ઊંચો ન હોય તો, પૈસા ઉપરાંત, અસર પ્રજનન કરતાં ઓછી હતી, પરંતુ એક વસ્તુ વિશે પણ ચિંતા કરો વોરંટી અવધિ છે, કારણ કે સીએનસી ઓટોમેટિક સીએનસી લેથ ઇક્વિપમેન્ટમાં તેની વોરંટી અવધિ છે, વપરાશકર્તાએ આ સમયગાળામાં મશીનનો ઉપયોગ કરવો જોઈએ, પાતળા ભાગને શક્ય તેટલી વહેલી તકે ખુલ્લા કરવામાં આવે, વોરંટી હેઠળ નિકાલ કરવામાં આવે.જો લાંબા સમય સુધી ઉપયોગ ન કરવામાં આવે તો, ભીના અને અન્ય કારણોસર ઇલેક્ટ્રોનિક ઘટકોના બગાડ અથવા નુકસાનને વેગ મળે છે.ખાસ કરીને વરસાદની ઋતુમાં પણ મશીન યોગ્ય રીતે ચલાવવા માંગે છે.
3. CNC ઓટોમેટિક CNC લેથનો ઉપયોગ સારા વાતાવરણમાં થવો જોઈએ કારણ કે વરસાદની મોસમમાં હવા ભેજવાળી હોય છે.ભેજવાળી હવામાં ભીનું થવું અને નિષ્ફળ થવું સરળ છે.અને કામ પર વિગતો પર ધ્યાન આપો, તેથી ઉત્પાદન સાઇટ પર છત્રીઓ ન લાવવા, પગરખાં બદલવા વગેરેની કાળજી રાખો.
4. ઓટોમેટિક CNC લેથ મશીનના મુખ્ય ઘટકો શું છે
1, ઓટોમેટિક CNC લેથ સ્પિન્ડલ બેરિંગ બોક્સ: મશીનિંગ સેન્ટર સ્પિન્ડલ બેરિંગ બોક્સ બેડના ઉપરના ડાબા છેડે નિશ્ચિત છે.તે મોટરની ફરતી ફિટનેસ મૂવમેન્ટને સ્પિન્ડલ બેરિંગમાં ટ્રાન્સમિટ કરે છે અને વર્કપીસને ફિક્સ્ચર અનુસાર એકસાથે ફેરવવા દબાણ કરે છે.બૉક્સ પર રોકર પોઝિશન બદલીને, સ્પિન્ડલ બેરિંગ પોઝિટિવ અને રિવર્સનો વિવિધ સ્પીડ રેશિયો મેળવી શકે છે.
2, ટૂલ બોક્સ: મશીનિંગ સેન્ટરનું ટૂલ બોક્સ બેડની ડાબી બાજુએ અને નીચેની બાજુએ નિશ્ચિત છે.હેંગિંગ વ્હીલ મુજબ, સ્પિન્ડલ બેરિંગની ફરતી ફિટનેસ ચળવળ બોલ સ્ક્રૂ અથવા લાઇટ સ્ક્રૂમાં પ્રસારિત થાય છે.બૉક્સ પર રોકર પોઝિશન બદલો, બોલ સ્ક્રૂ અથવા લાઇટ સ્ક્રૂના સ્પીડ રેશિયોને બદલી શકો છો અને પછી દાંતની પીચ અથવા કટીંગ સ્પીડ બદલવાનું લક્ષ્ય હાંસલ કરી શકો છો.
3, સ્લાઇડ બોર્ડ બોક્સ: સ્લાઇડ બોર્ડ બોક્સ બેડ સેડલની બહારની બાજુએ નિશ્ચિત છે, બેડ સેડલ સાથે બેડ બોડી સ્લાઇડ રેલમાં ઊભી પુનરાવર્તિત હિલચાલ માટે.તે અનુસાર બેડ સેડલમાં બોલ સ્ક્રૂ અથવા લાઇટ બાર રોટેશન ફિટનેસ, ડબલ વિકૃત પ્લેટ વૉકિંગ નાઇફ ફિટનેસ.કન્વર્ઝન બોક્સ પરનો રોકર ભાગ લેથ ટૂલની વર્ટિકલ અથવા હોરીઝોન્ટલ ફિટનેસ મૂવમેન્ટ (ફિટનેસ મૂવમેન્ટ ઓરિએન્ટેશન, સ્ટાર્ટ અથવા સ્ટોપ) ઓપરેટ કરી શકે છે.
4. સાઇડ રેક: બેડની ડાબી બાજુએ સાઇડ રેક સ્થાપિત થયેલ છે.તે વિનિમયક્ષમ ટ્રાન્સમિશન ગિયર (હેંગિંગ વ્હીલ) થી સજ્જ છે, જે સ્પિન્ડલ બેરિંગની રોટરી ફિટનેસ મૂવમેન્ટને ટૂલ બોક્સમાં પ્રસારિત કરે છે.હેંગિંગ વ્હીલના રેક પર ટ્રાન્સમિશન ગિયરને સમાયોજિત કરો અને કટર બોક્સને વિવિધ પીચ સાથે મિલ થ્રેડોમાં સહકાર આપો.
5, છરી ટેબલ: નાના ડ્રેગ પુલમાં નિશ્ચિત છરી ટેબલ, શસ્ત્રો અને સાધનો લેથ ટૂલ માટે વપરાય છે.
6, પ્રિસિઝન CNC લેથ પૅલેટ: પૅલેટમાં બેડ સેડલ, ડબલ વૉર્પિંગ પ્લેટ, વ્હીલ અને નાની ડબલ વૉર્પિંગ પ્લેટ ચાર ભાગોનો સમાવેશ થાય છે.બેડ સેડલ બેડ બોડીની બહાર સ્લાઈડ રેલ્સ પર લગાવવામાં આવે છે અને તેને બેડ બોડીની સ્લાઈડ રેલ્સ સાથે ઊભી રીતે ખસેડી શકાય છે.ડબલ વોર્પિંગ પ્લેટ બેડ સેડલના ઉપરના છેડે ડોવેટેલ સ્લાઇડ રેલ સાથે આડી રીતે ખસેડી શકે છે;નાની ડબલ વાર્પિંગ પ્લેટ વ્હીલની ટોચ પર ડોવેટેલ સ્લાઇડ રેલ સાથે ઊભી રીતે ખસેડી શકે છે.દૃશ્યના એક ખૂણા માટે વ્હીલ ફરે તે પછી, નાની ડબલ વાર્પિંગ પ્લેટ છરીને ત્રાંસા રીતે ખસેડવા દબાણ કરી શકે છે, જેનો ઉપયોગ ટૂંકી આંતરિક અને બાહ્ય શંક્વાકાર સપાટીને પીસવા માટે થાય છે.
7, લેથ ટૂલ રેસ્ટ: બેડ બોડી ગ્રૂપ સ્લાઇડ રેલ પર પૂંછડીની સીટ ઇન્સ્ટોલ કરેલી છે, અને તેને બેડ બોડી સ્લાઇડ રેલ સાથે ઊભી રીતે ખસેડી શકાય છે.લેથ ટૂલ ધારક પર સ્લીવ સ્પેસિફિકેશનના શંકુ છિદ્રને ઇન્સ્ટોલ કરી શકાય છે, ટ્વિસ્ટ ડ્રિલ, રીમર, ટેપ અને અન્ય છરીઓ અને એસેસરીઝનો ઉપયોગ ઉત્પાદન વર્કપીસ, ડ્રિલિંગ, બોરિંગ, ટેપિંગ અને તેથી વધુને ટેકો આપવા માટે થાય છે.
8, બેડ બોડી: બેડ બોડી એ CNC લેથ સપોર્ટનો પાયો છે.તે ડાબા અને જમણા પથારીના પગ પર નિશ્ચિત છે, તેનો ઉપયોગ લેથ સાઇડના મુખ્ય ઘટકોને ટેકો આપવા અને કામમાં મુશ્કેલ સંબંધિત સ્થિતિ જાળવવા માટે કરવામાં આવે છે.બેડ બોડી પર સ્લાઇડ રેલ્સના બે જૂથો બેડ સેડલ અને લેથ ટુલ રેસ્ટની ઊભી હિલચાલ માટે માર્ગદર્શન પૂરું પાડે છે.
9, બોલ સ્ક્રુ: મીલિંગ થ્રેડ માટે બોલ સ્ક્રુ કી, લેથ એજના મુખ્ય બારીક ભાગોમાંનું એક છે.હંમેશા બોલ સ્ક્રુની ચોકસાઇ જાળવવા માટે, સામાન્ય રીતે આપોઆપ cutting.ng કેન્દ્ર માટે બોલ સ્ક્રૂનો ઉપયોગ કરવો જરૂરી નથી?
પોસ્ટ સમય: ઓગસ્ટ-12-2022